一、304(常用)
韌性大�����、易粘刀��、耐腐蝕一般
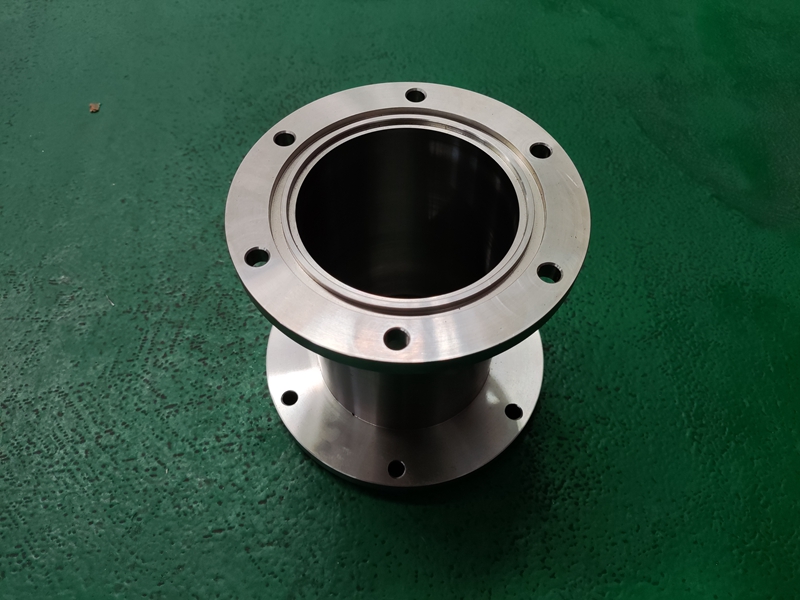
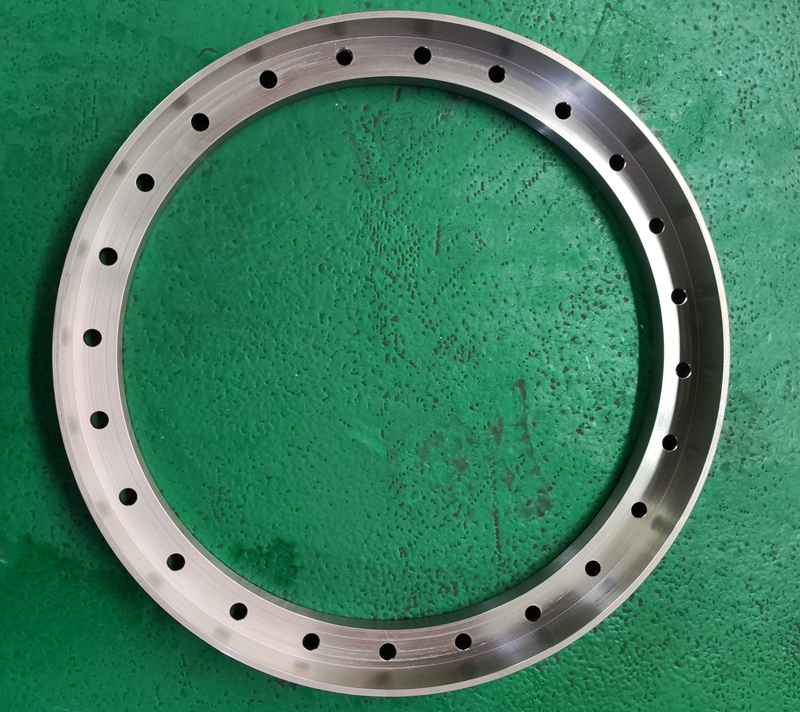
適合機械加工:結(jié)構(gòu)件����、法蘭、軸套����、工裝
316(耐腐更好、更貴)
比 304 更粘刀��、更難切削
適合:食品��、醫(yī)療���、海水���、化工
201(便宜����、易銹��、難車)
硬�、脆、含錳高���,傷刀
只適合低成本、非耐腐件
機加性價比:304 > 316 > 201
二�、不銹鋼機加工難點(記住 3 個)
粘刀:切屑易粘刀尖 → 燒刀、崩刃���、粗糙度差
加工硬化:越切越硬 → 越車越難車
導熱差:熱量全聚在刀尖 → 刀具壽命暴跌
三�、機械加工刀具怎么選(直接照抄)
1. 車削 / 銑削通用
刀片材質(zhì):
精加工:硬質(zhì)合金 + 涂層(TiCN / AlTiN)
粗加工:韌性好的硬質(zhì)合金
刀片角度:
前角稍大��,刃口鋒利��,減少粘刀與硬化
刀桿:
盡量防震�����、剛性足,懸伸越短越好
2. 鉆頭 / 絲錐
用含鈷高速鋼(HSS-E) 或 整體硬質(zhì)合金
普通 HSS 鉆不銹鋼=必斷�、必燒
四、切削三要素(直接上機用)
1. 車削 304(參考)
粗車:
轉(zhuǎn)速 Vc=60~90 m/min
進給 f=0.15~0.3 mm/r
背吃刀量 ap=1~3 mm
精車:
轉(zhuǎn)速稍高��,進給 0.08~0.15
2. 銑削
轉(zhuǎn)速 不要太高���,中速 + 充足冷卻
進給適中�,避免刀刃在表面 “磨蹭”(防加工硬化)
核心原則:
高轉(zhuǎn)速 + 適中進給 + 充足冷卻 + 不磨蹭
五�、冷卻液 / 潤滑(非常關(guān)鍵)
不銹鋼沖切削液,干切 = 短命
優(yōu)先:乳化液����、切削油、極壓切削液
作用:
降溫 2) 排屑 3) 防粘刀
六���、提高效.率 & 省成本的技巧
粗精分開
粗車:吃刀盡量大���,一刀干到位,減少硬化層
精車:最后一刀少量均勻
刀具要鋒利
鈍刀車不銹鋼=越車越硬�、越車越震
避免反復空刀、反復刮擦
走刀要干脆���,不 “磨” 工件表面
余料合理
精車留 0.2~0.5 mm�,別留太多
七、常見問題 & 解決
粘刀��、表面拉毛
→ 刃口磨利 + 加大流量冷卻 + 降一點進給
震刀���、波紋
→ 刀桿加粗����、縮短懸伸���、降轉(zhuǎn)速
孔難鉆���、易偏��、易斷
→ 中心鉆定位 + 含鈷鉆頭 + 勤退刀排屑
絲錐容易斷
→ 底孔稍加大 + 攻絲油 + 手動 / 低速攻絲










